
Suite à l’achat du système de micro-lubrification et de l’usinage de PMMA, cette fois-ci on essaye sur un alliage d’aluminium.
La pièce (smiley) est de petite taille (Ø30 mm) avec deux poches (Ø4 mm pour les yeux) une gravure (pour la bouche) et un contour extérieur cylindrique de Ø30 mm dans une plaque d’aluminium anodisé de 2 mm (AG-1 ou 5005). Fichier G-Code généré avec Cambam.
La machine équipée du système de micro-lubrification:

Paramètres d’usinage:
-
Fraise carbure 1 dent pour aluminium Ø3.17 mm (« cncfraises » – https://www.cncfraises.fr -), la même que pour le PMMA,
-
Vitesse de coupe: Vc = 150 mm/min (réglage du variateur de broche sur 5 : 15000 t/min)
-
vitesse d’avance: Vf = 150 mm/min (avance par dent = 0.01 mm)
-
vitesse en plongée: Vp = 150 mm/min
-
profondeur de passe: p = 0.5 mm
-
3 attaches carrées (largeur 3 mm, hauteur 1.5 mm,
-
réglage du régulateur de débit sur 100ml.
Pièce en fin d’usinage:

La pièce obtenue:
Recto Verso


Observations:
-
le copeau est très fin et se détache bien (voir photo de fin d’usinage),
-
pas de collage d’alu sur la fraise,
-
peu de bruit dû à la coupe, mais peut-être faudrait-il diminuer la vitesse de plongée,
-
le débit d’huile est très faible (consommation =12 ml) et le martyr n’est pas mouillé.
-
La qualité de l’usinage est très bonne avec un bon état de surface:



On notera quand même quelques tout petits défauts en regardant de très près la pièce (comme sur l’essai précédent, mais moins important), lors de la plongée de la fraise dans la matière ou la plongée après une attache:


Dimensions obtenues:
- diamètre extérieur 29.95 au lieu de 30.00
- diamètre des deux trous: 4.20 mm au lieu de 4.00
- largeur de la rainure: 3.20 mm avec une fraise supposée de 3.17 mm.
Donc globalement un bon respect dimensionnel.
Conclusions:
- La qualité des découpes obtenues est très bonne tant sur le plan esthétique que dimensionnel.
- Les paramètres de coupe donnés par « cncfraises » sont validés. (détermination des paramètres avec le fichier Excel établi à partir de leurs données : » Paramètres_d-Usinage.xlsx « mis dans la Dropbox − /Projets/CNC/− et sur le bureau du PC de la CNC)
- La micro-lubrification est un plus tant en qualité d’usinage que de confort pour l’utilisateur (plus de bombe de « 3-en-1 » en main et pinceau de l’autre , pas de projections d’huile sur le martyr et l’utilisateur-).
- Dernier point: un nettoyage de la machine plus facile !
Il reste à conduire des essais (Duralumin − A-U4G ou 2017− et d’autres variétés d’alliage) pour affiner les paramètres à la fois de coupe et de débit de lubrification (trouver le débit minimum-optimum). Peut-être aussi voir les résultats avec des usinages plus en profondeur avec d’autres fraises ou de la gravure avec des fraises de plus faible diamètre (mais risque de casse).
Et noter et publier ces résultats pour qu’ils puissent servir à tout le monde.
Essais pour la vitesse d’usinage en plongée
Deux essais supplémentaires ont été faits avec la même pièce (smiley) mais en faisant varier la vitesse de plongée à 100 mm/min puis à 50 mm/min.
Sur les photos les 3 pièces sont mises en regard les unes des autres (motifs alignés) : Vp = 150mm/min à l’arrière plan, Vp = 100 mm/min au premier plan et Vp = 50 mm/min au milieu. Les autres paramètres restent inchangés.
Ne pas tenir compte de la position des attaches qui a changée pour les deux dernières pièces réalisées.
Le débit de lubrification était de 125 % et la consommation d’huile est de 10 ml avec un temps d’usinage de 6min.
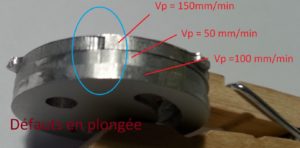

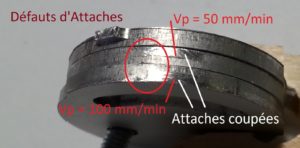

Les résultats montrent que le meilleur résultat est obtenu pour la vitesse de plongée de 100 mm/min où les défauts précédents sont beaucoup moins importants et presque totalement éliminés.

Gaston