Le but de cette page est de partager mon retour d’expérience sur cette Prusa I3 suite à mes tests d’impression avec différents matériaux. N’hésiter pas a commenter et a nous faire aussi partager vos expériences en nous indiquant les paramètres que vous avez utilisés et les résultats obtenus 🙂
Le slicer utilisé pour générer le Gcode est Slic3r (en version 1.1.7)
1. Le PLA
Paramètres généraux utilisés:
- Température extrudeur: 205° (entre 200 et 210 suivant le PLA utilisé)
- Température plateau: 60°
- Débit (utilisation du diamètre de filament comme réglage d’ajustement): 2.95 mm
Fichiers de paramétrage (couches 0.2 mm – densité remplissage 20% nid abeille – coque 3 couches – couches sup et inf en concentrique):
Slic3r_Filament_PLA 205 2.95mm bed 60.ini
2. L’ ABS
Paramètres généraux utilisés:
- Température extrudeur: 240°
- Température plateau: 90° (difficile de monter plus haut avec la version de mon plateau)
- Débit (utilisation du diamètre de filament comme réglage d’ajustement): 2.95 mm
La température trop basse du plateau génère un « wraping » des pièces en cours d’impression qui peut engendrer un décollage de la pièce du plateau en cours d’impression. Une solution efficace pour palier ce problème est de configurer le paramètre « Brim » afin d’élargir la surface de la première couche
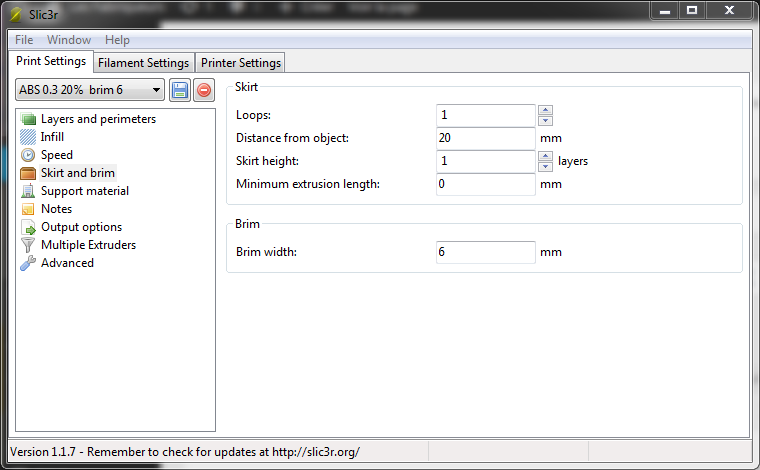
Fichiers de paramétrage complet (couches 0.3 mm – densité remplissage nid abeille 20% – coque 3 couches):
Slic3r_Print_ABS 0.3 20pc brim 6.ini
Slic3r_Filament_ABS 240 – 2.95mm bed 90.ini
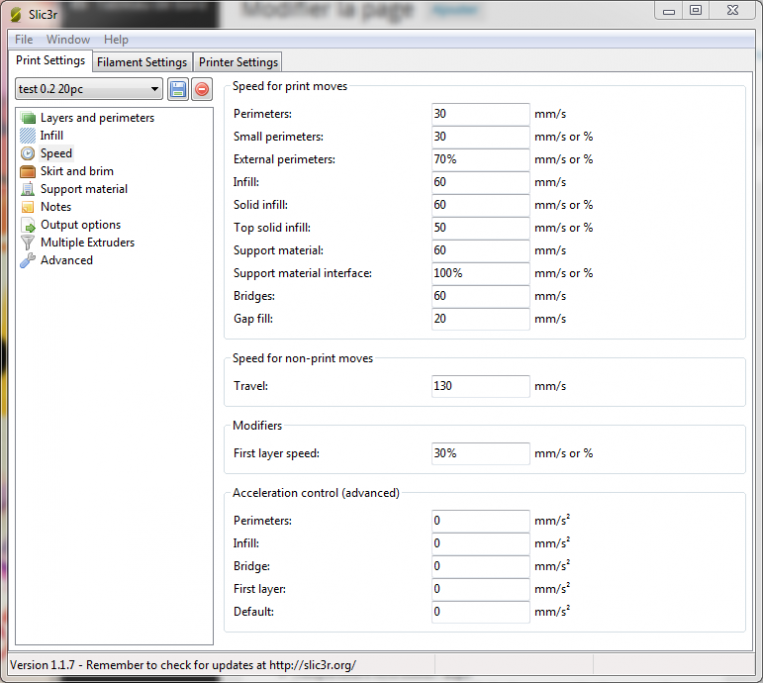
Pour le PLA et l’ABS j’ai utilisé les vitesses par défaut :
3. Le Filaflex (matériau type Caoutchouc)
Paramètres généraux utilisés:
- Température extrudeur: 230°
- Température plateau: 50°
- Débit (utilisation du diamètre de filament comme réglage d’ajustement): 2.9 mm
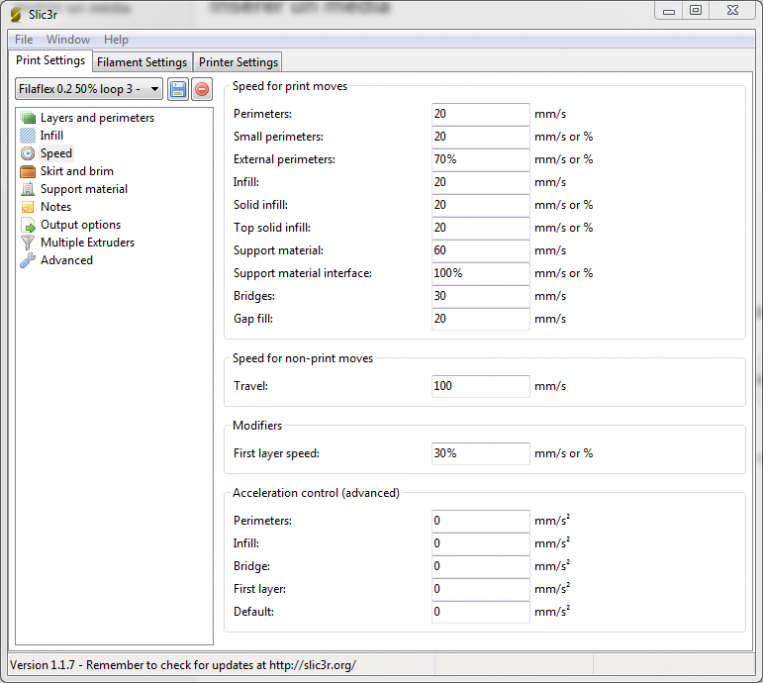
L’élasticité du matériau nécessite de réduire le débit de l’extrudeur (donc de réduire la vitesse de déplacement de la tête d’impression). Sinon, la roue d entrainement patine et il y a risque de « bourrage », le filament se repliant sur lui même.
L’extrudeur a tendance à « se vider » pendant la montée en chauffe et les premières couches peuvent manquer de matière. Une solution est d’augmenter le nombre de boucles dans le « skirt » (la matière déposée sur le plateau autour de la pièce avant de commencer la réelle impression
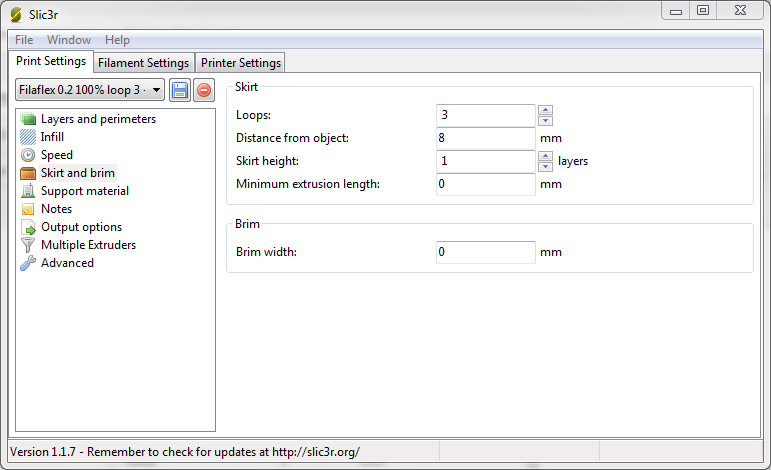
Fichiers de paramétrage complet (couches 0.2 mm – densité remplissage 100% – coque 3 couches):
Slic3r_Print_Filaflex 0.2 100pc loop 3 – slow 7pc – no retract wcp.ini
Slic3r_Filament_FILAFLEX – 210° – 2.9 mm – bed 50.ini
Annexe:
Ci-dessous un lien sur une page très complète du wiki RepRap (en anglais mais avec des photos) sur les problèmes d’impressions et les solutions mises en œuvre pour y remédier : Print Troubleshooting Pictorial Guide
Ainsi qu’un très bon article sur le sujet: http://velocirepraptor.com/parametrer-slic3r-le-guide-complet-en-un-seul-article/
Bonjour,
D’abord merci pour ce partage. Ce dossier m’a bien aidé pour paramétrer ma prusa i3 Mendel.
Oups, j’ai cliqué trop vite!
J’ai constaté des différences de température extrudeur/lit entre les fichiers ini et celles données dans ce dossier, pour le PLA et le filaflex. Est-ce volontaire ou une erreur?
en tout cas, ça marche mieux maintenant
Lien vers mon image
A gauche mes précédents réglages pour PLA, à droite, les votres avec quelques modif perso mineures. Encore merci pour votre partage.
Bonjour S3RG3I,
Merci beaucoup pour ce feedback. Il semble en effet que je me sois emmêlé les pinceaux en exportant mes fichiers de configuration. Je viens de faire une mise à jour de la page.
N’hésitez pas à partager les modifications de fichier de configuration que vous avez apporté (même mineures), l’impression de votre dragon bleu semble tout à fait correct. 🙂
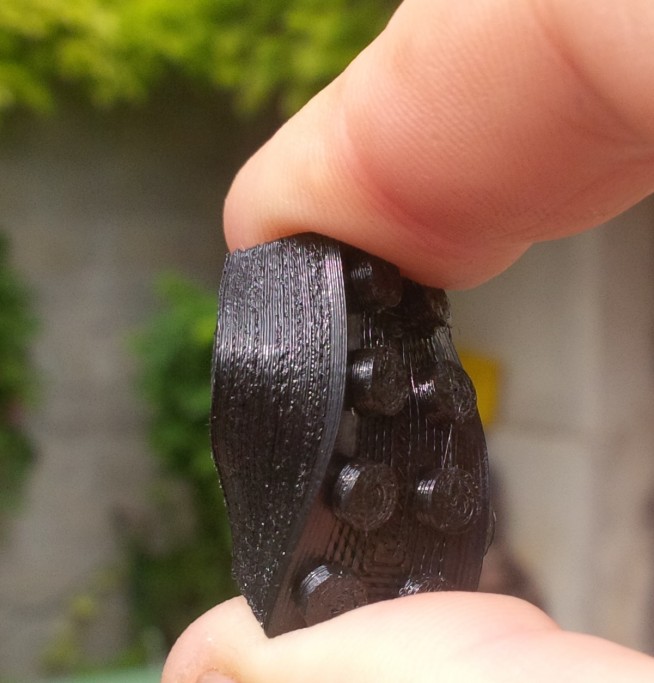
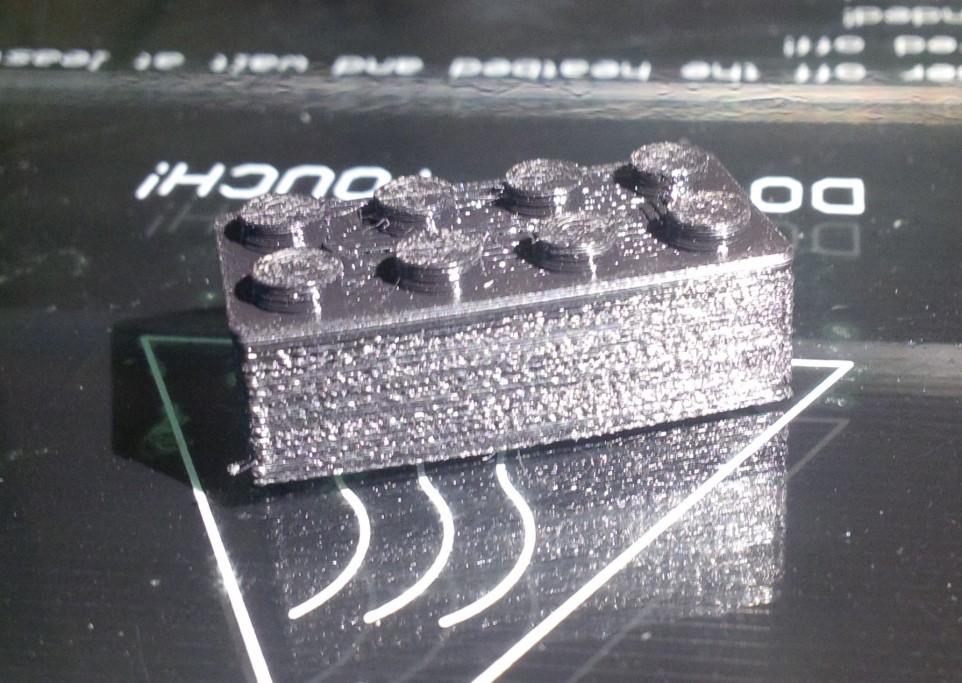
super mais j’ai quand meme un problème, les différente couches de filmant ne tienne pas entre elle…:/ je ne sais pas se que je doit mettre comme reglage… mes objet se défont dé que je les manipule 🙁 aidez moi svp
Bonjour,
A vue de nez, je vois déjà 4 causes possibles:
– Température extrudeur pas assez élevée
– Mauvais réglage du « pas » en z
– Mauvais réglage du « pas » de de l extrudeur
– Mauvais paramétrage du diamètre de filament (dépend d un fabricant a un autre)
Pierre
Un grand merci pour ce post.
Depuis 2 mois l’imprimante fonctionnait normalement puis, de manière trés aléatoire l’extrudeur arrêtait de produire.
J’avais essayé de modifier le T°, puis le débit dans résultat.
Le moteur pas à pas du filament patinait toujours et le filament n’avançait plus.
Et en lisant ce post, j’ai diminué la vitesse lors de la phase de remplissage et miracle, tout fonctionne parfaitement maintenant.
Trop vite, il fallait trop d’ABS, l’extrudeur n’arrivait pas à tenir la T° en réaction, la roue dentée du moteur pas à pas se mettait immédiatement à patiner, puis, tournait ensuite dans le vide.
Jean-Pierre
Merci pour ces lumières, très instructif et très bien expliqué 😉
l’extrudeur sarrete de chauffé que faire ? merci