
Les étapes
- Créer un dessin vectoriel
- Le charger sous EstlCAM ou Cambam
- pour chaque dessin vectoriel, définir une gravure, un contour ou une poche
- Générer le fichier Gcode
- Fixer le « Brut » sur le plan de coupe
- Définir le zéro sur la machine
- Démarrer l’outil
- Lancer la coupe
Sécurité
- Toujours rester près de la machine pendant l’usinage. Ceci est non négociable, on ne quitte pas la pièce pour répondre au téléphone par exemple.
- En cas de problème appuyer sur le bouton rouge « Arrêt d’urgence » pour couper toute l’alimentation
- Usiner capot fermé : ça limite le bruit et les poussières dans les poumons.
- Porter des lunettes de protection si possible
Un fichier vectoriel
Créer un fichier vectoriel sous Inkscape ou Illustrator.
Générer un fichier mon_fichier mon_fichier.DXF pour Cambam
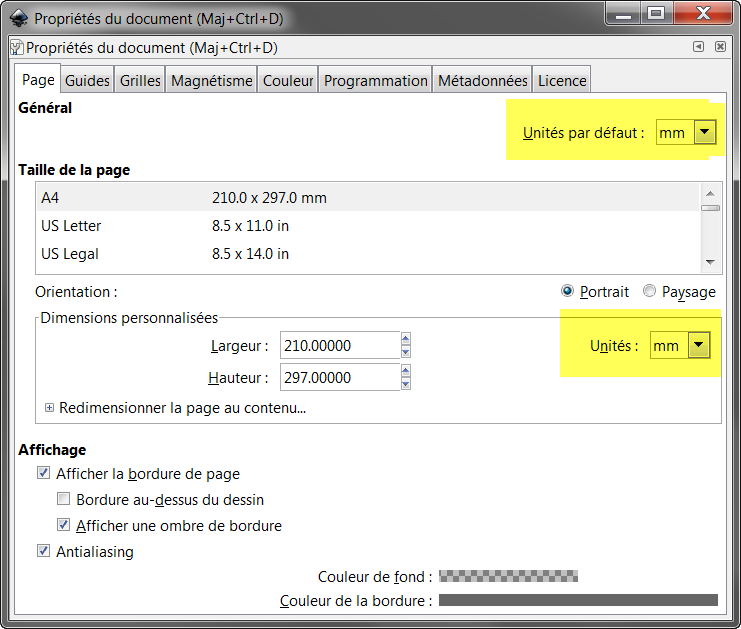
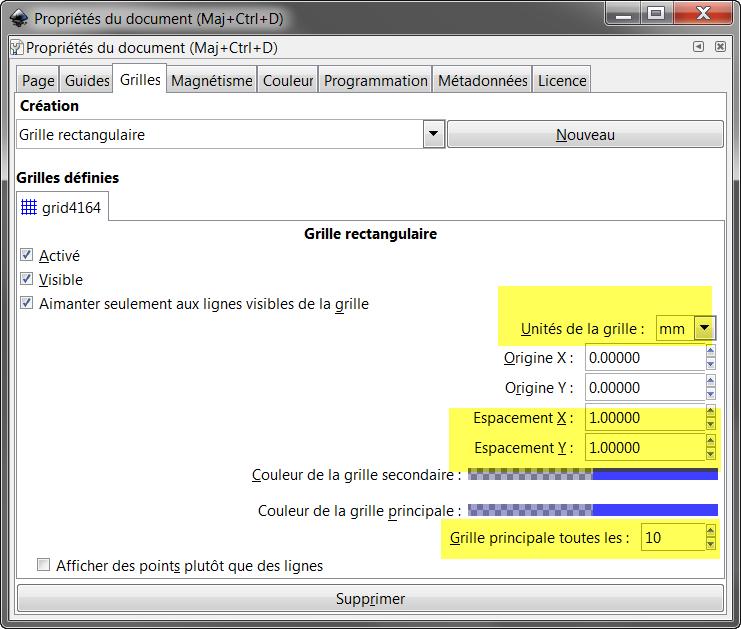
Question de format sous Inkskape :
- pour chaque nouveau projet, modifier les propriété du document
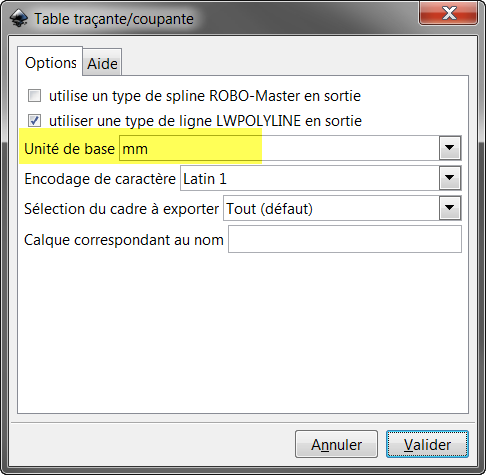
A l’enregistrement en .DXF
Préparation du projet sous Cambam
Nous utilisons le logiciel Cambam à l’atelier et nous bénéficions d’une licence offerte par l’éditeur.
Vous pouvez utiliser Cambam sur votre ordinateur personnel, vous aurez droit à 40 lancements. Ensuite le logiciel sera limité pour la génération de Gcode avec un maximum de 1000 lignes. Ceci vous permettra néanmoins de préparer vos fichiers sur votre ordinateur et vous générerez ensuite le fichier Gcode sur l’ordinateur de l’atelier. Si vous voulez acheter Cambam, vous bénéficiez d’une remise de 20 $ (demander le code au président de l’association)
Vocabulaire et quelques principes :
- Gravure : l’outil va suivre le dessin vectoriel
- Contour : l’outil va suivre le dessin vectoriel à la distance du rayon de la fraise. Il sera intérieur (pour découper un trou par exemple) ou extérieur (ex: pour découper l’objet).
- Poche : l’outil va tailler en creux l’ensemble de la surface définie par le dessin vectoriel
L’ordre est important : les gravures d’abord avec les poches et les contours non traversants, puis les découpe intérieures, puis extérieures.
Lorsqu’une découpe traversante est faite il faudra laisser des attaches pour éviter que les pièces découpées bougent.
Le zéro est la surface supérieure du brut. La découpe se fait donc sur Z négatif.
Opérations :
- Lancer CamBam
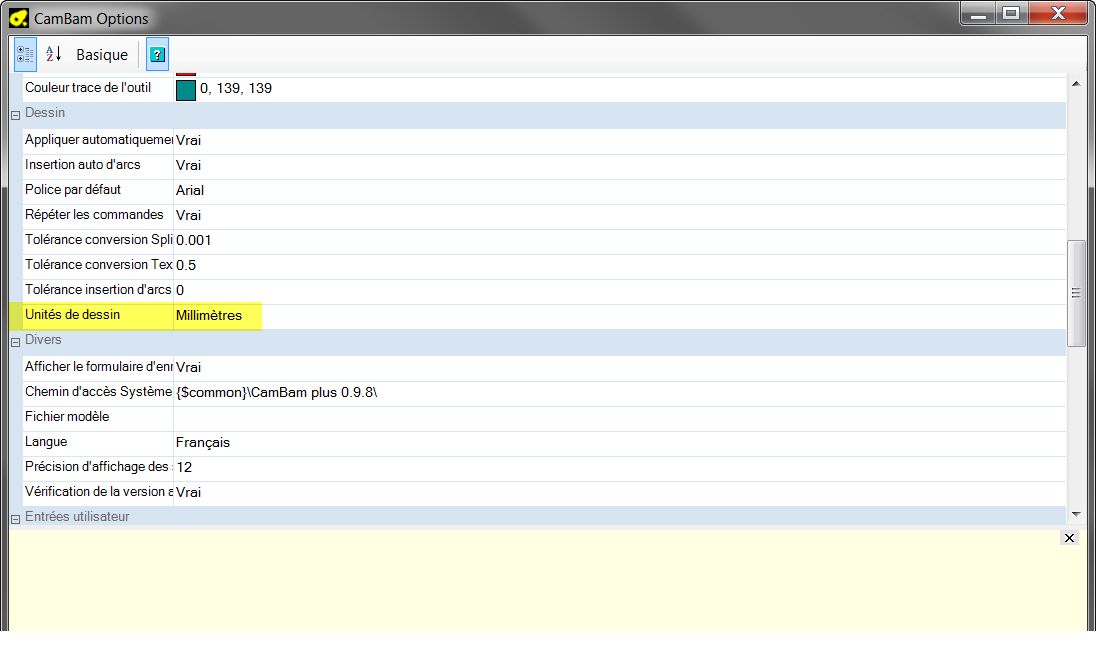
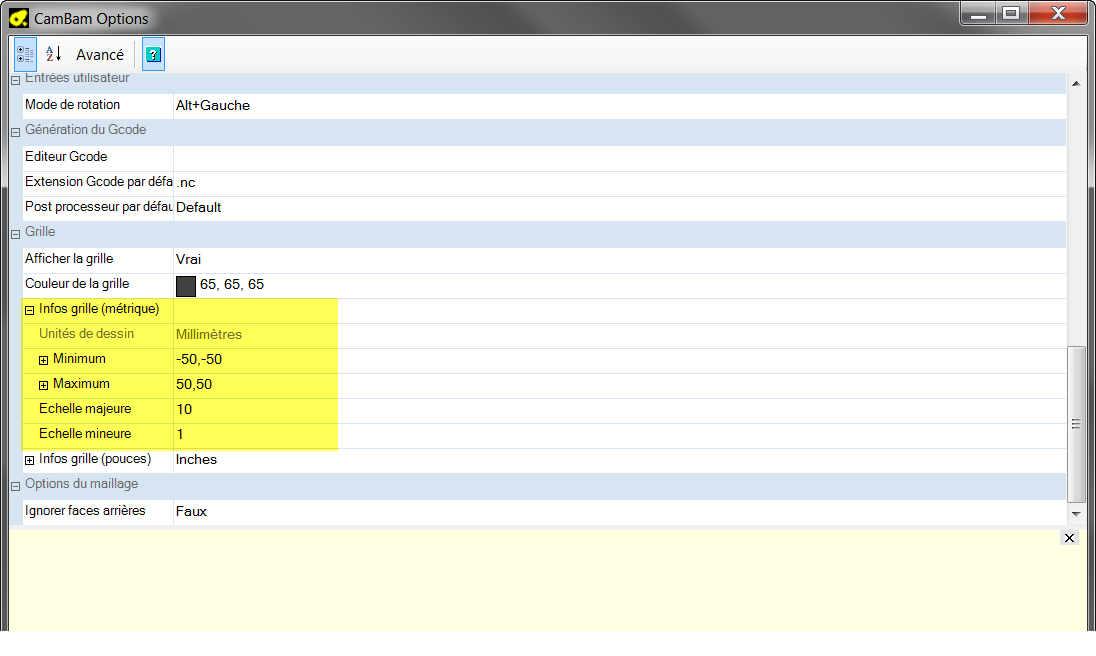
- Verifier les parametres dans Outils / Options : Avancé
- Charger le fichier vectoriel.
- Le positionner par rapport à l’origine (le Zéro configurer sur le brut).
- Sélectionner un par un les contours et configurer gravure, contours ou poches. Quelques valeurs typiques :
- Diamètre de l’outil : 2 ou 3mm
- Forme de l’outil : cylindrique
- Vitesse d’avance : 600 mm/mn
- Incrément de passe : 1 mm
- profondeur finale : en négatif. Ajouter 0.5 mm de réserve à l’épaisseur du brut pour attaquer un peu le martyr.
- pour les contours traversants: ajouter des attaches
- Méthode : automatique
- Largeur 3 mm
- Hauteur 3mm
- Forme des attache : Carré
- Générer le parcours d’outils :
- Vérifier que c’est bien le résultat escompté
- Enregistrez votre projet
- Générer le fichier Gcode (le fichier aura le même nom que le projet)
Test avec CAMotics
Ceci est facultatif, mais permet de valider par une simulation visuelle
Vérifier que :
- l’ordre des découpes est correct
- Les profondeurs sont correctes,
- Les attaches sont présentes
Fixer le Brut
Fixer le Brut (votre pièce à usiner). Il ne doit pas bouger !
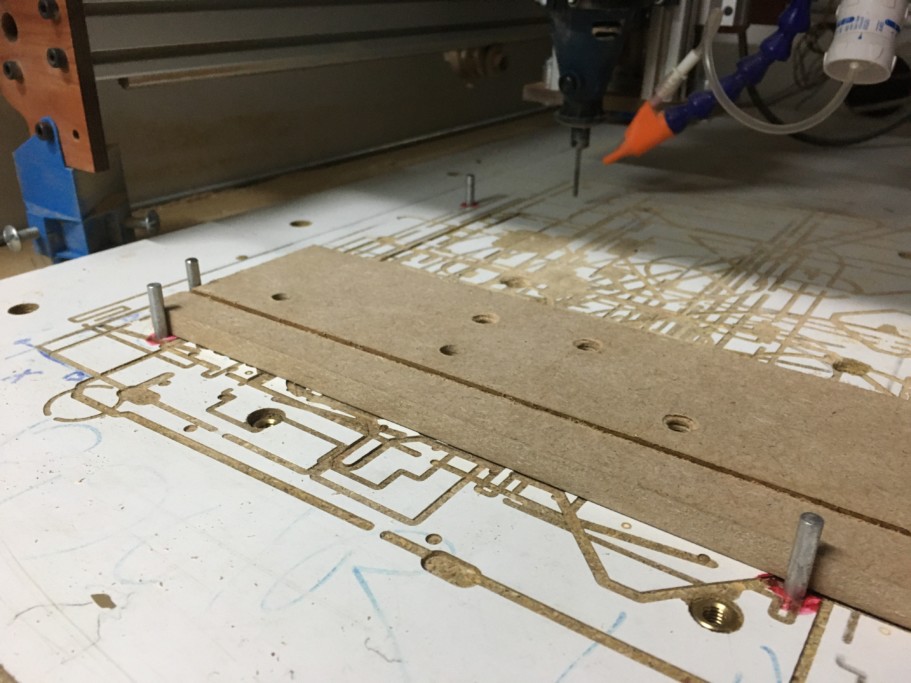
Utiliser les brides pour le fixer :


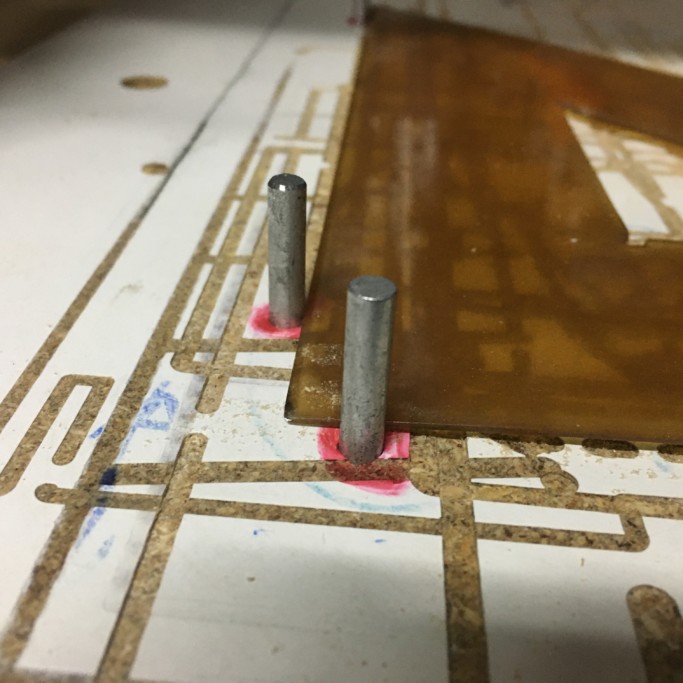
Vous pouvez utiliser les « piges »pour aligner votre brut si nécessaire :
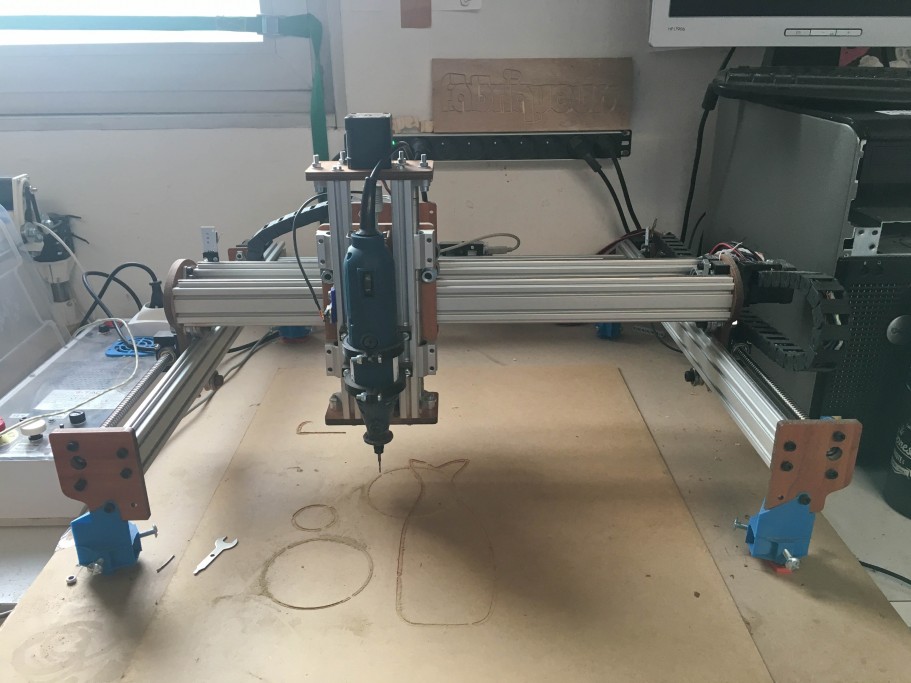
Découpe sur la CNC et le Universal Gcode Sender
Vérifier que la fraise est bien celle voulue.
La clé pour le mandrin est celle-ci
Brancher le câble USB sur le PC
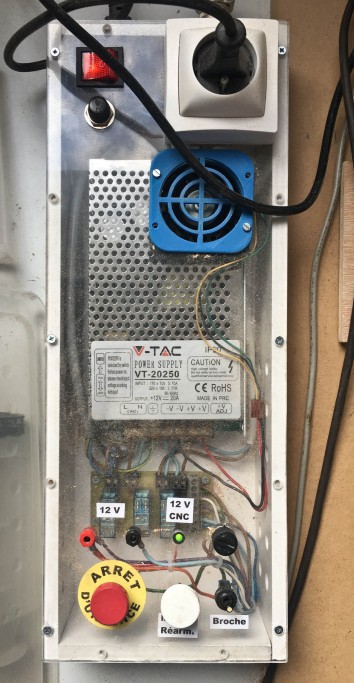
Démarrer la CNC : interrupteur rectangulaire rouge, puis bouton blanc « Marche Rearm »
Lancer Universal Gcode Sender.
Connecter bouton « Open » sur le bon port COM
dans l’onglet « Machine Control » appuyer sur le bouton « $X » pour déverrouiller la commande de la CNC.
En contrôle manuel, dans l’ongle « Machine Control », déplacer la pointe de la fraise pour la positionner sur le Zéro. Z=0 pour la surface supérieur
Pour le réglage en Z, approcher de la surface par pas de 1mm puis de 0.1 mm. Insérer une feuille entre la fraise et le brut : quand ca gratte la feuille, on est à 0.1mm. Enlever la feuiller et descendre de 0.1 mm pour être à zéro.
Ensuite dans l’onglet « Machine Control » Appuyer sur « Reset X Axis », « Reset Y Axis », »Reset Z Axis »,
Remonter la broche de quelque millimètres par sécurité.
Charger le fichier gcode : « File Mode », « Browse ».
Démarrer la broche à l’aide de l’interrupteur « Broche »
Appuyer sur « Send » pour lancer le travail.
Attendre « Job complete »
Éteindre la broche.
- Toujours rester toujours près de la machine pendant l’usinage
- En cas de problème appuyer sur le bouton rouge « Arret d’urgence » pour couper toute l’alimentation
Après usage : Nettoyage obligatoire
A la fin de l’usinage, passer un coup d’aspirateur dans l’habitacle et sur la machines (rails, vis a billes, etc.)
Veillez aussi a ne pas laisser l’intérieur de l’habitacle encombré par des outils, des chutes, etc.
Correction des axes pour retrouver léquerrage
Il peut arriver que les deux moteurs qui dirigent le portique sur l’axe des Y se décalent l’un par rapport à l’autre. équerrage des deux axes est alors perdu. Cela arrive par exemple si on force un déplacement en butée.
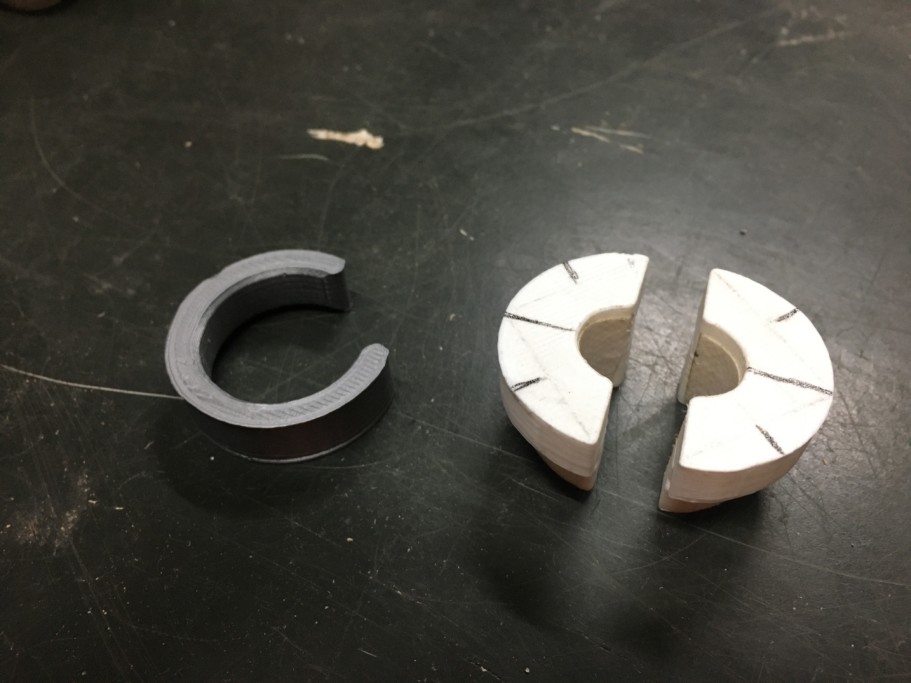
Pour contrôler l’alignement, on utilise une règle posé sur les piges de l’axe Y. Il faut alors tourner l’axe de gauche dans un sens ou l’autre pour le réaligner le déplacement en Y sur la règle.
Utiliser l’objet ci dessous qui permet de contrôler une rotation. Le pas de la vis a bille est de 4mm (un tour va déplacer de 4 mm) :

Fabmanager chez Les Fabriqueurs
gregoire @ fabriqueurs.com
Merci ! Super ! Y’a plus qu’a !