Expérience vécue récemment : Après avoir généré un Gcode avec Cambam et envoyé celui-ci à la CNC du Fablab, la CNC tente d’usiner hors de ses limites et pas à l’endroit prévu. D’où l’intérêt d’avoir TOUJOURS la main sur le bouton d’Arrêt d’Urgence !!!
Pour comprendre d’où vient le problème, voici l’historique de génération du Gcode : dessin fait avec FreeCad, exportation en .dxf (avec Freecad), importation sous Camban, déplacement pour centrer le dessin sur le zéro Camban, définition des opérations d’usinage et génération du Gcode. Rien à priori d’anormal.
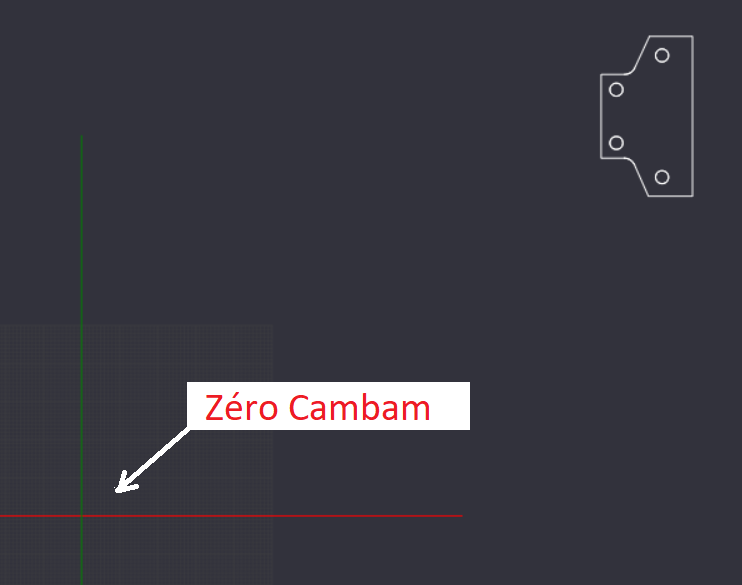
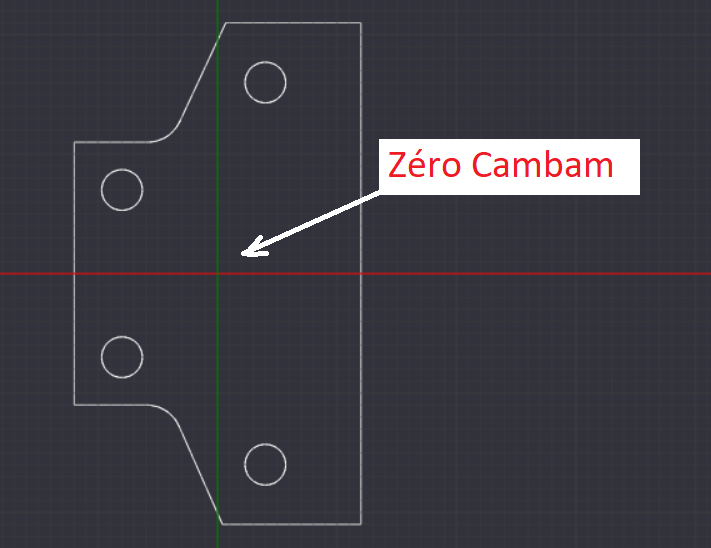
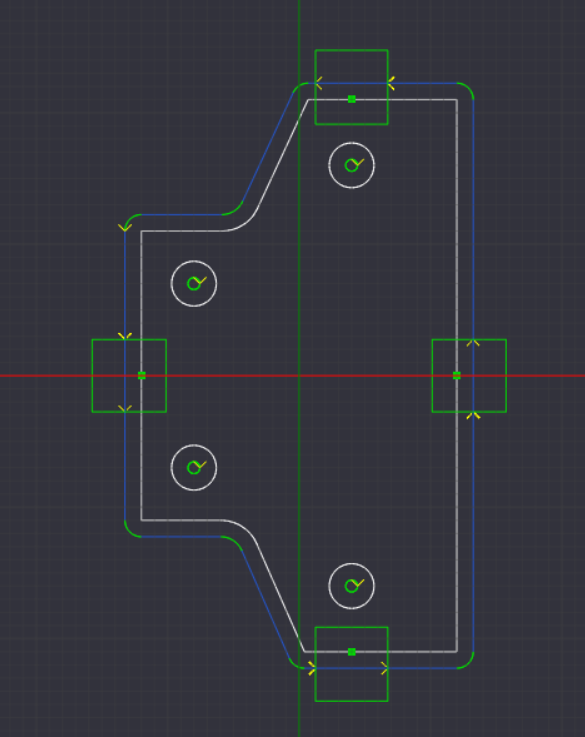
La pièce à usiner Le dessin .dxf importé le dessin .dxf déplacé
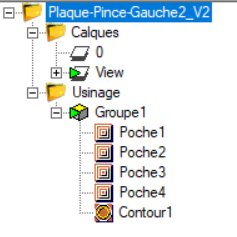
La définition des opérations d’usinage :
Et le Gcode généré :
. . .
( Poche1 )
G17
M3
G0 X-155.8875 Y-68.0
G0 Z1.0
G1 F300.0 Z-0.5
G2 F800.0 X-156.0563 Y-68.0974 I-0.1125 J0.0
G2 Y-67.9026 I0.0562 J0.0974
G2 X-155.8875 Y-68.0 I0.0563 J-0.0974
G1 F300.0 Z-1.0
G2 F800.0 X-156.0563 Y-68.0974 I-0.1125 J0.0
. . . . . .
Les valeurs en rouge donnent le positionnement de l’outil d’où le déplacement hors des limites (la pièce a pour dimensions 24 x 42 mm).
Ce qui signifie que Camban n’a pas pris en compte le déplacement du fichier .dxf lors de la génération du Gcode.
Une (La ?) solution :
Après avoir déplacé le fichier .dxf : Fichier/exporter/Vers dxf/ nom de fichier choisi (le nom peut être le même).
Fermer Cambam, le rouvrir, charger le nouveau fichier enregistré et définir les opérations d’usinage puis générer le fichier Gcode.
. . .
( Poche1 )
G17
M3
G0 X4.45 Y-16.0
G0 Z1.0
G1 F50.0 Z-0.5
G2 F150.0 X3.775 Y-16.3897 I-0.45 J0.0
G2 Y-15.6103 I0.225 J0.3897
G2 X4.45 Y-16.0 I0.225 J-0.3897
G1 F50.0 Z-1.0
G2 F150.0 X3.775 Y-16.3897 I-0.45 J0.0
. . .
Le Gcode créé est correct en terme de positionnement.
L’erreur de positionnement vient de la création du fichier .dxf avec FreeCad et en particulier de la position de la figure sur le calque de FreeCad avant son exportation.
Conclusions :
- Toujours avoir la main à proximité de l’Arrêt d’Urgence,
- Quel que soit le logiciel de définition du fichier .dxf (FreeCad ou autre) positionner le fichier dans Camban puis sauvegardez le, Fermez Cambam (important), ouvrez le à nouveau et rechargez le fichier .dxf pour définir les opérations d’usinage et créer le Gcode.
- Vérifier son Gcode avant de l’envoyer à la CNC:
- En l’étudiant (avec un peu de persévérance ça se lit très bien)
- On peut aussi utiliser la visualisation avec « Universal Gcode Sender » (*):
Le trajet de l’outil de la position de départ de la broche (zéro choisi) vers le point de début de l’usinage est bien visible et les proportions par rapport à la forme usinée permet de vérifier.
Note : je n’ai pas testé avec d’autres logiciels de génération de fichiers .dxf .
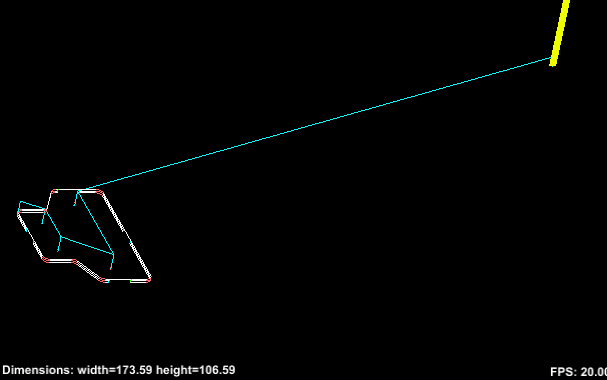
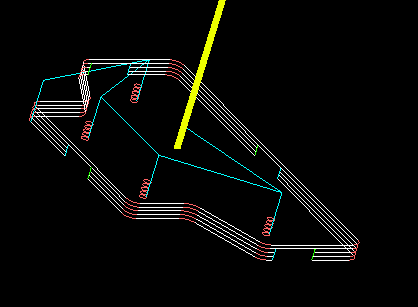
Fichier G-code incorrect Fichier correct
Gaston pour « Les Fabriqueurs »
(*) : vous pouvez l’utiliser chez vous (freeware), même s’il n’y a pas de machine connectée (installez Java, télécharger « Universal Gcode Sender, l’installer) cliquez sur « UniversalGcodeSender.jar » puis « Browse » pour charger le fichier Gcode et « Visualize » pour afficher les parcours d’outil ).
Bonjour,
pourquoi n’utilises-tu pas un brut pour ta pièce ?
Tu as aussi la possibilité de modifier le point d’origine sous cambam.
A+
je suis d’accord, mais faut-il encore savoir que Cambam n’enregistre pas le décalage qui est fait et de connaître les valeurs de celui-ci.
Je reste persuadé qu’il vaut mieux avoir une somme de choses simples ( des fichiers G-code séparés par exemple) que de construire des choses plus compliquées: habituellement je crée un seul fichier dxf par pièce à usiner alors que cette fois ci j’avais mis 4 dessins dans un seul fichier avec Freecad pour le projet. Le problème vient de Cambam qui n’enregistre pas le déplacement du dessin dans son espace . Déplacer le point d’origine par rapport au dessin ou déplacer le dessin par rapport au point d’origine est pour moi la même chose.
bonjour madame et monsieur , étant un étudiant en fin cycle de licence en génie électrique et informatique industrielle au BURKINA FASO je très passionné de vos réalisations. je souhaiterai un jour faire partir de votre équipe .
Bonjour,
Pas de problème, l’association « Les Fabriqueurs » est ouverte à tous.
Bonjour voilà je suis un débutant dans le monde de CNC, et j’ai travaillé sur cambam , j’ai réalisé une plaque pour une boîte, mais a la génération du fichier je ne sais quel processeur choisir ,qui sera compatible avec la CNC vevor 3018 pro, alors svp si vous d’aider à ce sujet merci beaucoup
Bonjour,
Je ne connais pas la machine, mais après avoir cherché sur le net, il me semble qu’il s’agit d’une machine de base. Nous avons aussi une machine de base dont le firmware ne reconnais pas les cycles de perçage (ni les perçages). Pour réaliser ceux-ci il a fallu modifier un des post-pocesseurs. Si dans votre travail vous n’utilisez pas de perçage, vous ne devriez pas avoir de problème en utilisant le post-processeur par « Défaut ».
La modification apportée pour les perçages est après édition:
{$g0} {$_x} {$_y}
{$g0} Z{$mop.retractheight}
{$g1} {$_z} {$_f}
{$g0} Z{$mop.clearanceplane}
Bien entendu il faudra changer d’outil avant de lancer les perçages.
Gaston Etienne
Suite (partie disparue):
Bien entendu si les perçages, les poches et contours ne se font pas avec le même outil, il faudra générer un fichier G-code différent et changer d’outil avant de lancer les perçages.
Gaston Etienne